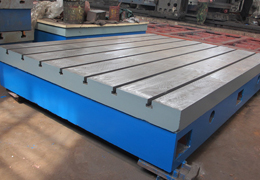
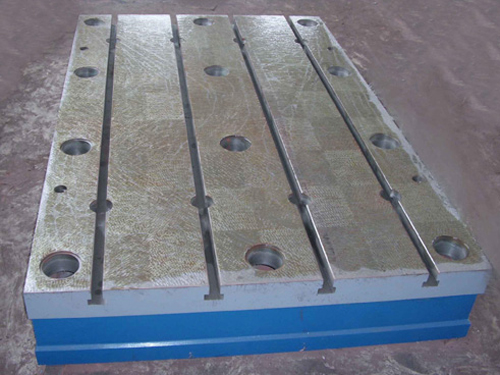
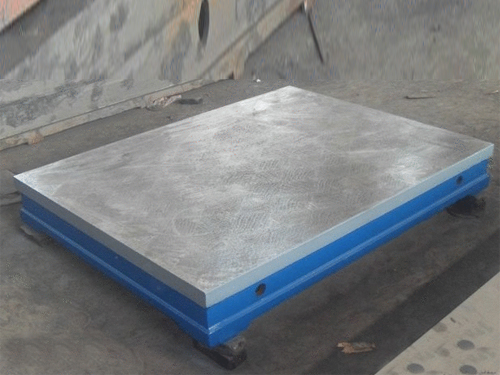
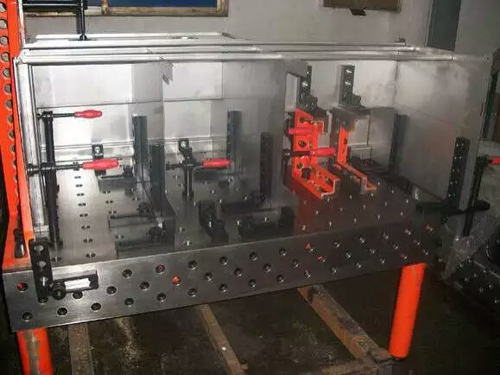
铸铁平台,三维焊接平台铸件浇注时要做到这些!
2017-12-03 08:26:45
内容详情
当铁液呈现轻微的液态收缩是可以补给,避免灰铁铸件上表面凹陷。
在膨胀期,它会被回填慢。这仍属于无冒口补缩范畴。因此在实际生产中要多注意这点,具体体现在以下几点。
先,在生产灰铁铸件期间,要求铁液的冶金质量好。
球铁件的平均模数应在2.5cm以上。当铁液冶金质量非常好时,模数比2.5cm小的铸件也能成功地的应用无冒口工艺。使用、刚性大的铸型,可用干型、自硬砂型、水泥砂型等铸型。上下箱之间要用机械法(螺栓、卡钩等)牢靠地锁紧。
其次,要低温浇注,浇注温度控制在1300~1350℃。
要求快浇,防止铸型顶部被过分地烘烤和减少膨胀的损失。采用较小的扁薄型内浇道,分散引入金属。每个内浇道的断面不能超过15*60mm,希望尽早凝固完,一促使铸件内部尽快建立压力。设明出气孔,直径20mm,相距1米,均匀布置。既然灰铁铸件用该方法进行铸造是比较好的方法,那么在实际的生产中生产企业应该取保做到这一点,或者说满足其工艺条件呢。
灰铁铸件在次共晶膨胀以后,尽管在实际的形成中能得膨胀率较小,但因为模数大即灰铁铸件壁厚大,仍可以很高的膨胀内压 ,从现在观点看,灰铸铁、球墨铸件的无冒口铸造是一种的方法,应大力提倡。