飞机部件装配三维柔性焊接平台工装技术研究
飞机部件装配过程是将大量的飞机零件按照数模、相关技术要求等进行组合、连接,实现从零件到组件,再到段件,终形成部件的过程。由于飞机产品的 特点(零件数量多、刚性低、外形复杂、装配精度要求高),使得在飞机装配过程中,需要应用大量装配工装。工装在飞机装配中占有重要地位。
在传统飞机装配模式下,主要采用刚性工装,工装数量多、占地面积大、生产周期长、制造成本高。随着国内新机型号的逐渐增多,传统的刚性工装已经不能实现现代飞机多品种、小批量生产的需要,已经成为制约国内飞机装配技术发展的主要因素之一。国内在“十一五”期间,对飞机壁板类组件级装配柔性工装以及大部件对接装配柔性工装方面进行了研究,取得了部分成果。但在飞机机身部件级装配方面,柔性工装的研究应用还是空白。
机身部件装配工装的落后,制约了数字化柔性装配技术的深人应用,阻碍了新一代飞机数字化三维柔性焊接平台生产线的构建。因此,迫切需要开展针对飞机部件级装配三维柔性焊接平台工装的研究,以打通飞机数字化装配各个环节,实现国内飞机产品的全数字化制造装配。
一、飞机数字化装配柔性工装技术
1、数字化柔性工装的定义和构成
飞机数字化装配柔性工装是指在飞机装配中为了提高工装响应产品变化能力,缩短工装准备周期,降低工装制造成本,而采用的一种基于产品数字量尺寸协调体系的模块化、可自动调整重构的装配工装。柔性工装技术是指围绕柔性装配工装的设计、制造、应用而形成一系列技术的总称。
柔性工装系统的构成,按功能划分可分为静态框架和动态模块,其中静态框架模块是已经模块化的框架,主要由标准件与连接件组装而成,是整个工装系统的结构基础;而动态模块则是根据具体产品的具体需求而设计的,其存在多个自由度,通过可调整连接装置依附在静态框架上,并根据产品特征不同配置与之对应动态模块;动态模块可以通过调整自由度或连接装置来改变模块状态,达到适应同类相似产品需求。
2、数字化柔性工装的定位
与传统工装固定的定位器相比,数字化三维柔性焊接平台工装的定位依靠控制系统控制实现。工装定位数据由控制系统来传递执行,具体过程为:先定位数据以数字量形式传递给控制系统,柔性控制系统把定位数据以数字量形式传递给定位执行机,后由定位执行元件数字运动实现定位,从而实现了整个过程的全数字量传递。
柔性工装的定位执行机构也称为随动定位装置,是一个的数字化自动控制装置;其伺服驱动机构带动自动化定位机构对装配件进行调整和运动,完成装配零件的定位。三维柔性焊接平台工装的定位过程也就是随动定位装置的调整控制过程。
二、部件装配柔性工装的结构与原理
1、飞机部件的定位方法研究
飞机部件产品装配和定位有以骨架为基准和以蒙皮为基准两种典型模式,翼面类部件多以蒙皮为基准,机身部件多以骨架为基准实现装配。因此,针对本项目面向机身部件装配的特点,工装定位方式将以骨架为基准定位为主。定位主要特点如下:
(1)飞机机身部件骨架结构主要由框梁类结构组成,对整个飞机部件起到支撑定位作用。
(2)机身部件装配的主要定位交点多集中于加强框和重要的梁等主承力构件上,其他弱刚性零件主要以主承力构件为定位基准。
根据上述定位特点可知,面向机身部件装配的柔性工装的主要功能需要完成对机身主承力构件和重要结合交点的装配定位,在本项目中主要实现对机身加强框和交点的定位。
2、柔性工装的整体结构和原理
根据上述定位方法的分析,机身装配柔性工装主要用于定位机身上的加强框,而加强框的定位主要以孔定位为主。因此,按照上述要求,设计完成机身部件装配柔性工装。
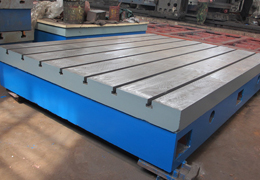
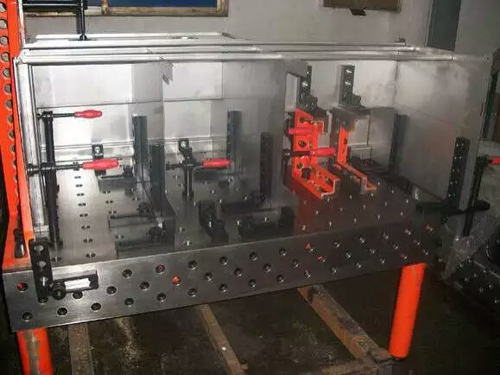
该柔性工装为桥架式结构,上下各5组横梁,每个横梁上有4组定位器(设计多可安装6组定位器),每个定位器具有在空间3个运动自由度的运动功能。
工装在应用中,通过上下横梁上的定位器的数字控制运动调整来定位机身部件结构中的各个加强框,实现工装的数字化定位;而当飞机产品型号变化时,通过将定位器调整重构来实现不同产品的装配,针对不同机型或部件的结构特点,需求的定位部分采用局部可拆卸结构,从而实现工装的柔性功能,使其满足“一架多用”的需要。