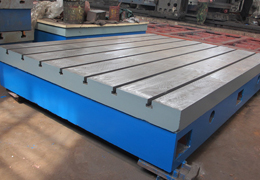
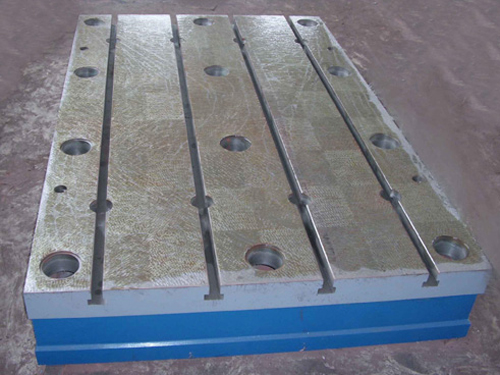
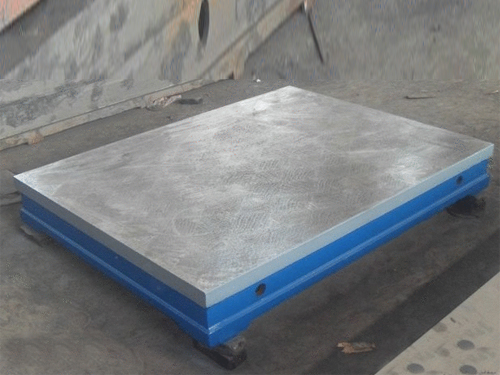
如何解决铸铁平台铸件的析出性气孔
气孔缺陷是铸造生产当中常见问题,也是顽固问题,许多铸造厂生产的铸件长期存10%左右的气孔缺陷件。这给铸造厂造成很大的损失。那么怎样解决铸件产生的气孔问题呢?
首先,我们要先弄清楚铸件产生气孔的原因。铸件气孔分为析出性气孔、接触性气孔和反应气孔。各种气孔产生的根源不同,解决方法也不同。今天就给大家讲一下析出性气孔的特征和解决方案。
析出性气孔的产生原因与解决措施
我们知道,中频感应炉熔炼当中,铁液面与大气直接接触,铁液会从大气中裹入量的气体。而炉料中,也会因为种种原因产生氢气、氮气和氧气。这些气体在高温铁液中以原子形式存在于铁水中。
铁水熔炼完毕,出炉浇入铸型时,铁水在冷却和凝固过程中,因气体溶解度下降,铁液中析出的气体来不及排除,铸件就会因此而产生气孔。这种气孔,我们称之为析出性气孔。析出性气孔在大型截面上呈大面积分布,而且靠近冒口位置、热节部位及温度较高的区域。如果气孔比较多,气孔形状还会呈现裂纹状。含气量较多时,气孔较大,形状圆形。
造成析出性气孔的气体主要是氢气,其次是氧气。 中频炉熔炼面与大气直接接触,熔炼铁液在电磁的搅动下,会在大气中裹入氧气。这是铁液氧气来源之一。
另外,在熔炼炉料的废钢、废铁、生铁中,如果锈蚀比较严重,因为铁锈为氧化铁,氧化铁高温熔炼当中,氧气被还原至铁水中。
以上,这是铁水中氧气的来源。氢气的来源主要是潮湿的炉料。
所以,要避免产生析出性气孔,我们就要在源头上进行控制。炉料选择,合金选择时,尽量避免多锈材料。夏天,或空气湿度高的地区,对炉料和合金进行的烘烤。这样就能在源头上氧气和氢气的来源。
除了在材料上面防范,在熔炼过程及浇注过程中,还需要采取其他一些措施,才能析出性气孔产生。
一、如果铁液含气量高,在熔炼时,就要适当延长铁液高温静置时间,以利于铁液中气体排除。
二、一旦铸件出现析出性气孔,在不更换熔炼材料的前提下,对铁水进行净化处理。
三、要避免气孔的产生,在铸件不产生抽缩的前提下,尽量提高浇注温度,对析出性气孔也非常有利。
材料、合金控制得当,熔炼措施得当,基本上就可析出性气孔的发生。不过,除了材料、熔炼工艺外,大比例使用废钢进行铸造生产时,由于铁水是由废钢增碳增硅获得了,这种铁水液态收缩大,结晶温度范围大,这样铁水也容易出现析出性气孔。