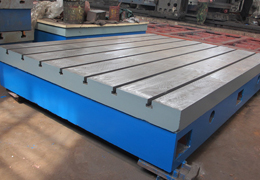
树脂砂铸造铸铁三维焊接平台如何防止常见缺陷
选择树脂的类型时,应考虑铸铁三维焊接平台铸件的以下因素:
1.气孔与针孔
呋喃树脂砂透气性很好,但比各种无机类铸型的发气量高,综合看来较易发生气体类缺陷。气体来源有以下几方面:
(1)厂家树脂和固化剂加的很多,树脂w(N)量过高,加上型( 芯) 未 硬化即行浇注等因素,使发气量增大,引起气孔类缺陷。
(2)原砂粒度偏细,透气性降低(要求粒度是30/70,原砂水分的质量分数低于0.2%) 。
(3)涂料质量不良或干燥不充分,使砂型( 芯)残留水分较高。
(4)旧砂 不良,使系统中砂的灼减量失控,微粉含量超标,造成发气量增大,透气性降低。
(5)浇注时铸型( 芯) 尚未充分硬化。
(6)工艺设计不当。如浇注系统设计不良,浇注速度慢,压头过低,砂芯出气方案不当等。
(7)操作不当引起。如造型( 芯) 时未考虑砂芯排气,合型时未将砂芯出气道与砂型排气孔连通,或出气口未封好,浇注时铁液钻入,上涂料时局部堆积严重,以致干燥不充分,芯头被涂料封死,影响砂芯排气,浇注速度过慢或断流,使浇注系统未被金属充满。
防止措施:
(1)树脂和固化剂加入量要附合标准,要选用糠醇含量高,尿素含量少的低N树脂。根据季节不同,选用合适的固化剂品种,千方百计降低黏结剂加入量。充分硬化后,合型浇注,尤其是旧砂 回用条件下,铸钢件树脂w(N)控制在1%以下,铸铁件也应控制在2%以下。在混砂前的树脂中加入占树脂质量2%~0.3%的硅烷,可地提高黏结强度,从而降低树脂用量。
(2)使用浓度较低的挥发性涂料,点火干燥后,铸型中有残留醇分的危险。总之,涂料的浓度调整到“30”波美以上。另外,挥发性涂料溶剂中可能有变质酒精或含水分较高的酒精,点火干燥不 ,使铸型内有残留水分,这是产生气孔的重要原因,故要求涂料中溶剂含水分不大于5%。除了应注意涂料的溶剂质量外,合箱前还应对铸型进行喷火干燥处理。
(3)造型后硬化所需时间随气温、湿度、固化剂加入量、固化剂种类等因素的不同而变化,一般要经过十几个小时以后才能反应 ,未反应 的铸型发气量较高,在冬季尤其应注意砂芯 好能做到隔天使用,外型也起码应保持6~8 h以上再浇注,起模时间 好不少于20min,硬化后也不宜久放,否则起模困难。
(4) 砂的灼减量与铸型的发气量成正比,与气体缺陷有密切关系,铸铁的灼减量应低于3%,而微粉含量应控制0.8%以下。另外,尽量降低砂铁比“S/M”,为此,对批量重复生产的铸件可采用砂箱,减少吃砂量,或采用钢板焊制各种形状中空箱框或隔板,安放在砂箱转角或代替型砂充填在箱内,也可在距型腔 距离处埋入旧砂块或泡沫塑料块等,一般将“S/M”比控制在3以下为宜。
(5)浇注时应掌握好速度,决不能中途断流,浇注开始后还应点火引气等。
(6)造型工艺要注意下列情况: 树脂砂的宏观透气性很好,但浇注时物发气速度较快,只靠分散出气还来不及,为及时排除型腔气体要适当增加上型出气,在上型的大平面及凸起部位,应设置出气孔( 可在合箱前用电钻钻出,或在造型前在木模上放好出气销,( 扁形规格80 mm×10 mm,80 mm×8 mm,圆形规格φ 20 mm) 。同时,设计浇注系统要注意直、横、内浇道的封闭性,注意直浇道的形状,防止金属液发生紊流,将空气卷入,使呋喃树脂燃烧产生 多气体,通常选用F直: F横: F内=1.5: 1.25: 1的封闭浇注系统为宜。原则上采用底注较为 合理。浇注系统要认真上好涂料,假如直浇道较深,以陶瓷管来代替。
2.机械粘砂
(1)原砂粒度较粗,分布过于集中,造成砂粒间隙大,金属液容易渗入砂型中去,呈“铁夹砂”状态的机械粘砂。
(2)涂料层不良引起。涂料的波美浓度要大于“30”。受热严酷的厚大部位,可采用双层涂料,底层涂料有 渗透,面层涂料建立 涂层厚度。
对于铸铁而言,石墨涂料仍不失为防粘砂性能 的涂料,但为了提高热冲击的抵抗力,骨料中 好配入20%以上的锆英粉。
(3)型( 芯) 的紧实度不够,使型( 芯) 表面疏松,稳定性差,对机械粘砂的抵抗力差。
(4)新砂的比例高时,抗粘砂能力较 砂差。
(5)影响砂型表面稳定性的其他因素,如使用了超过使用时间的型砂,砂温过高等,均降低了抵抗机械粘砂的能力。