如何应对铸铁平台铸件气泡问题
2019-02-11 07:44:52
内容详情
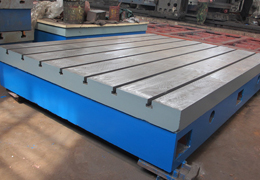
气泡可以说是铸铁平台铸件 常见问题之一,而且一旦铸件出现了大面积气泡问题,就等于产品报废了。为了避免气泡的产生,我们详细的了解一下铸件气孔问题。
【缺陷现象】
铸件表皮下,聚集气体鼓胀所形成的泡,有时会崩裂,存在贯通和非贯通两种。
别名:鼓泡、起泡。
【原因分析】
1、模具温度太高,开模过早。
2、填充速度太高,金属流卷入气体过多。
3、涂料发气量大,用量过多,浇注前未燃尽,使挥发气体被包在铸件表层,另涂料含水量大。
型腔内气体没有排出,排气不顺。
4、熔炼温度过高。
5、金属液体除气不 ,吸有较多气体,铸件凝固时析出留在铸件内。
【对应措施】
1、测温枪测试模具表面温度,显示数值超过工艺规定范围。降低模具表面温度,增加保压时间;
2、铸件表面内浇口压入的金属流明显比其它部位亮很多。填充速度高产生原因一方面是设备本身的压射速度高,另一方面可能是内浇口太薄造成。降低压射速度,适当增加内浇口厚度;判断内浇口薄的方法:是否有浇口易粘现象,降低二度看远端是否有严重压不实现象,不给压打件,看是否有多股铝液流;
3、喷涂时察看雾的颜色是否呈白色,合模前察看型腔是否还有气体残留。 换涂料或增大涂料与水的配比;
4、在烫模阶段,铸件表面有明显的漩涡和涂料堆积。判断及解决方法:调开档,人为产生涨模,如果解决,需开排气道;
5、铸件表面内浇口压入的金属流特别亮并伴有粘结。适当降低浇注温度;
6、取样块测密度,看是否符合要求。重新进行除气处理或在保温炉内进行再次精炼。