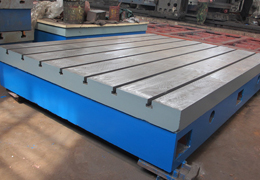
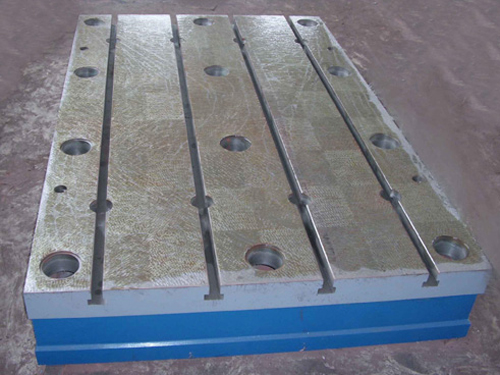
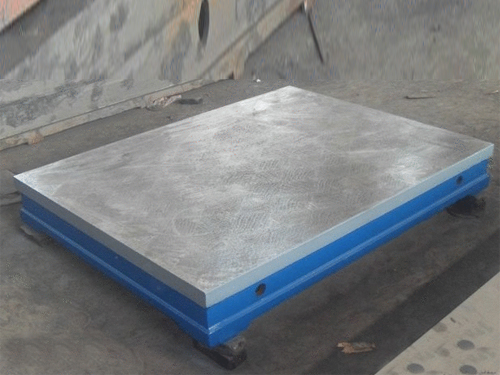
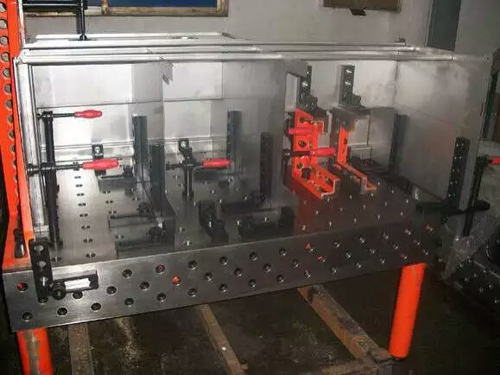
铸造铸铁三维柔性焊接平台铸件四大缺陷及其解决方案
2019-04-27 08:25:05
内容详情
缺陷一:铸造缩孔
主要原因有合金凝固收缩产生铸造缩孔和合金溶解时吸收了大量的空气中的氧气、氮气等,合金凝固时放出气体造成铸造缩孔。
解决的办法:
1)放置储金球。
2)加粗铸道的直径或减短铸道的长度。
3)增加金属的用量。
4)采用下列方法,防止组织面向铸道方向出现凹陷。
a.在铸道的根部放置冷却道。
b.为防止已熔化的金属垂直撞击型腔,铸道应成弧形。
c.斜向放置铸道。
缺陷二:铸件表面粗糙不光洁缺陷
型腔表面粗糙和熔化的金属与型腔表面产生了化学反应。
解决的办法:
1)不要过度熔化金属。
2)铸型的焙烧温度不要过高。
3)铸型的焙烧温度不要过低。
4)避免发生组织面向铸道方向出现凹陷的现象。
缺陷三:铸件发生龟裂缺陷
有两大原因,一是通常因该处的金属凝固过快,产生铸造缺陷(接缝);二是因高温产生的龟裂。
解决的办法:
使用强度低的包埋料;尽量降低金属的铸入温度;不使用延展性小的。较脆的合金。
缺陷四:铸件的飞边缺陷
主要是因铸圈龟裂,熔化的金属流入型腔的裂纹中。
解决的办法:
1)改变包埋条件:使用强度较高的包埋料。
2)焙烧的条件:勿在包埋料固化后直接焙烧(应在数小时后再焙烧)。应缓缓的升温。焙烧后立即铸造,勿重复焙烧铸圈。