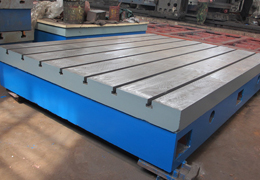
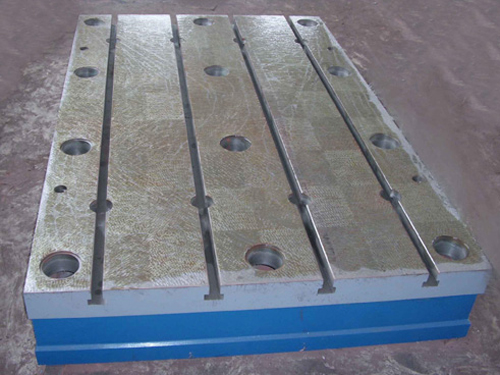
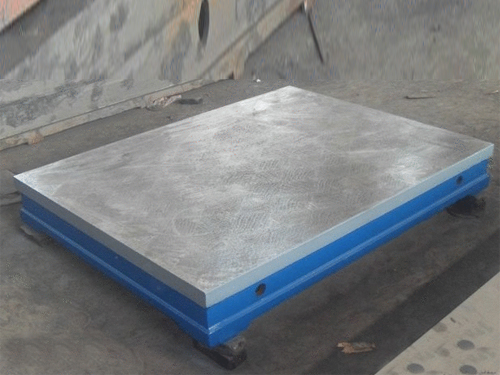
T型槽平台铸件消失模铸造对铁液的一些要求
2018-09-14 04:48:01
内容详情
铁水质量对消失模T型槽平台铸件的影响较大,从浇注温度不当对消失模铸铁件缺陷产生的影响,以及不同材质铸铁件对铁水质量的要求,分析了防止出现铸造缺陷的措施和调整方法。
消失模铸造由于泡塑模(白模)气化要消耗铁液热量,要求提高铁液浇注温度,为此 对铁液熔炼进行适当调整,以便与砂型浇注一样或 优的铸件组织。
1、提高浇注温度,铁液浇入型腔后,首先要使带有浇注系统的铸件白模气化、分解、裂解掉,为此浇注温度一般比砂型铸造提高30~50℃,对簿壁球铁件甚至提高至80 ℃。球铁浇注温度范围为: 1380~1480℃,灰铸铁为1 360~1 420℃,合金铸铁(铬系白口铁)为1 380~1 450℃。 提高浇注温度增加的热量应恰好消耗于烧掉白模,之后铁液温度应降低到砂型铸件的浇注温度,才得获得合格铸件,因此在实际生产过程中 依据本单位工艺,工艺设备等条件找出适合的浇注温度。
2、调整铁液,尽管不同种类的干砂热容量(比热)有差异,但铸型的冷却速度均比砂型铸造要慢,对灰铸造铁而言,出现白口倾向较少;对球墨铸造铁而言,干砂铸型刚度不及金属型(或覆砂金属型);浇注铬系白口铸铁时铸件表面不及金属型浇注所形成的铸件硬壳来得,因此要调整铁液或相应措施。
消失模铸造因要提高浇注温度,一般均采用感应电炉或冲天炉-感应电炉双联熔炼。