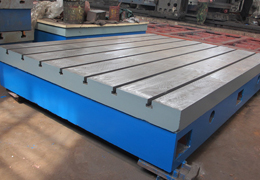
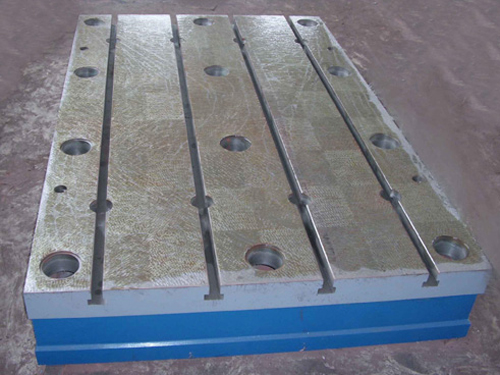
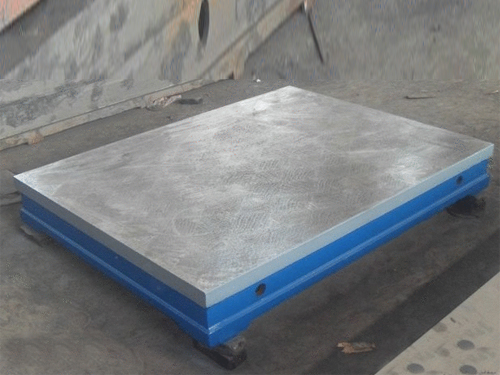
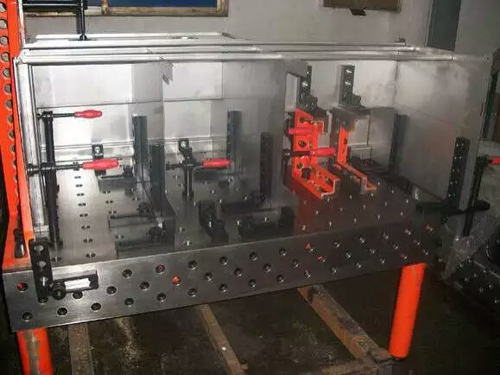
铸铁三维柔性焊接平台铸件常见缺陷及改善措施
一、砂眼、挤砂
缺陷特征:
铸件表面或内部包容着砂粒的孔穴或明显少肉
形成原因:
A.型砂含水量低
B.设计不当,冲型时间长,长时间的烘烤及“水分迁移”造成局部型砂强度低,形成砂眼
C.流路设计不当,浇注时铁水冲刷造成砂眼
D.流路或模具拔模不良,有拔裂、掉砂
E.型腔内有“落砂”,如造型室磨损,浇口杯下沉,压型(实)器压到浇口或造型室上方有落砂
F.砂芯有毛刺或浮砂,下芯时未吹干净
G.模板变形,造成挤砂、落砂
措施:
A.抛光模型、打磨流路,减少因拔模不良造成的砂渣眼
B.方案设计时采用综合浇注系统,提高浇注系统的挡渣效果
C.重新计算方案,建议尽量减少冒口入水,以利砂渣上浮
D.增加底注或侧入水
E.模具配件若有磨损及时换
F.若浇注时间太长或不能同时冲型,重新计算方案
G.若有挤砂,确认镶板无问题时,在挤砂位置合模线处R角或做出防压条
H.减薄入水片或压边量,提高挡渣能力
I.在方案上做出集渣包
J.改变入水口位置,避开易冲砂部位(入水不要做在砂芯吹砂口上)
二、冷隔(浇不足)
缺陷特征:
外观铸件不完整,有裂纹状的间隙或断流,裂纹或断流处的金属边缘呈圆滑状
形成原因:
A.方案设计不合理,浇注时间太长或不能同时冲型
B.多处入水的液流头产生了凝固堵塞或流头氧化造成两股流头不能融合在一起
C.浇注温度过低,铁水流动性差
D.浇注作业时断续浇注,没有满杯浇注
措施:
A.重新计算方案,加快浇注速度
B.增加排气道,加快冲型速度,降低冲型阻力
C.合理设置入水口位置,避免距离浇口较远部位因铁水氧化和降温出现冷隔
D.在冷隔位置增加入水,提高该处温度
三、缩孔(松)
缺陷特征:
缩松:铸件截面上分布着弥散的大量形状不规则的微小孔眼或裂隙状孔洞
缩孔:铸件中容积大,孔壁表面粗糙,形状极不规则的孔洞
形成原因:
A.金属液CE值低
B.冒口温度低,凝固早补缩作用差
C.冒口设置位置或大小不合理,铁水凝固过程中体积收缩且得不到补偿而出现体积亏损,体积亏损集中在一处形成缩孔,在局部分散分布形成缩松
D.冒口颈形状或截面积不合理,补缩通道堵塞,使冒口未能起到补缩作用
措施:
A.改变冒口位置或形状,改变凝固顺序使原本不能补偿的收缩部位可以补偿,缩孔或缩松
B.在适当位置放置冷铁
C.改变入水位置,以获得合理的温度场和凝固顺序
D.增加冒口体积
E.加大(或减小)冒口颈
F.增加冒口入水,提高冒口温度
四、气孔
1.裹携气孔:一般为圆球形、团球形或扁球形,尺寸可达几毫米,孔壁平滑,内壁呈氧化色,弥散地分布于内浇口作用区的铸件截面内
2.析出性气孔:一般为圆球形、团球形,孔径小在1㎜以下,孔壁平滑、发亮,呈金属本色,孔壁上覆盖一层碳膜或石墨膜,一般弥散分布
3.侵入性气孔:气孔尺寸一般较大,呈圆球形、团球形或梨形;梨形的小头指向外部气源方向;孔壁平滑,侵入气体成份主要为CO时孔壁呈蓝色,侵入气体成份主要为氢气时孔壁呈金属本色且发亮,侵入气体成份主要为水蒸气时孔壁呈氧化色且发暗。一般出现在铸件的上部,单个分布或局部集聚
形成原因:
A.金属液流裹携的气泡或液流的冲击将气体卷入金属液中,当气体不能排出时形成气孔
B.铁液中会有O、H、N三种气体元素,凝固过程中三种气体元素的溶解度突然变小,析出后气体形式存在形成气孔
C.炉料锈蚀,孕育剂的AL含量高易生成气孔
D.砂芯发气量大,返潮或涂料未干时易形成气孔
E.型砂透气性差或含水量高
F.方案系统排气不畅
G.方案设计不合理,铁水在浇注过程中形成旋涡卷气
措施:
A.充型,同时冲型,以避免“水份迁移”造成的砂型局部含水过高形成气孔
B.置排气通道或溢出冒口,使气体顺畅排出
C.正确选择流路面积,避免铁水在浇注时形成漩涡卷气,方案制作完成后用雷诺公式检验浇道中的金属是层注还是湍流
在铸造生产中要使金属流在浇注系统中为层流显然是不可能的,但可使其成为非湍流。提高气孔位置温度(增加入水,提高浇温等)。为气体上浮创造条件
五、亏肉
缺陷特征:
去掉冒口后,冒口颈部位少肉
形成原因:
冒口颈形状尺寸不合理或开槽位置不对
措施:
A.减小冒口颈截面积
B.冒口颈形状
C.建议去除冒口的方法,如改用锯冒口等
D.在冒口颈上加开槽.(一般为90度槽),使铸件和冒口从开槽部位断开,避免打联