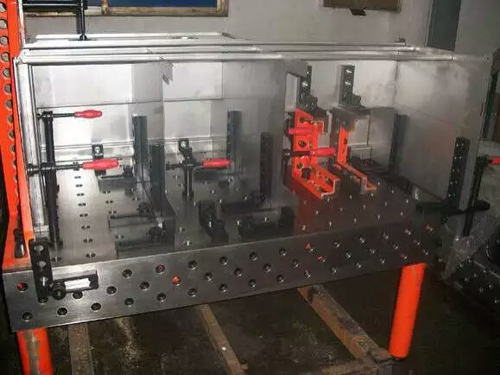
三维柔性焊接平台铸件热裂纹的防止措施
三维柔性焊接平台铸件热裂纹的防止措施
1.提高铸件在高温时的强度与塑性
(1)合理选材 选材是一项极为复杂的技术和经济问题。所渭合理选材就是选用的材质应该同时满足铸件的使用性、工艺性和经济性。对于铸件而言,主要是铸造工艺性(热裂性、流动性和收缩性等)。如果该材质的铸造工艺性能不佳,热裂倾向性大,那么浇注出来的铸件产生热裂纹的废品率就高。
(2)熔炼质量 在铸钢合金成分中,的化学成分是硫。当wS>0.03%,以O.05%的临界铝含量脱氧,硫化物以链状共晶形式分布时,塑性很低,易引起热裂纹。在熔炼时,可以加入适量的强脱硫剂稀土元素,以减少合金中的含硫量。只要稀土元素的加入工艺合理,其脱硫效果为40%~50%:并且稀土元素能细化晶粒,改变夹杂物的形态与分布,从而减轻了热裂纹的程度(指裂纹的大小与深浅)和降低了热裂纹的数量。
另外,分布于铸钢晶界的低熔点夹杂物将降低它的强度和塑性,并且随着夹杂物的增多,强度和塑性下降,促使形成热裂纹。在熔炼时,应选用干净、清洁的炉料;采用合理的熔炼工艺,加强操作,才能熔炼质量。
2.提高型壳的退让性,减少铸造应力
(1)铸件的结构 其与形成热裂纹的关系很大。结构不合理,如壁厚相差较大、热节较多而且较大、壁厚薄的转角处圆角太小或呈尖角引起应力集中等,均会引起热裂纹的产生。
铸件的壁厚不匀,导致铸件的冷却速度不一致。薄壁处先冷凝,并且有 的强度,其对厚壁处的冷凝收缩起到阻碍作用(使厚壁处收缩时受到拉应力)。当阻力超过此时厚壁处合金的强度 时,就产生热裂纹。
铸件壁厚薄的转角处圆角太小或呈尖角,引起应力集中,促使热裂纹的产生;圆角太大,又出现新的热节。因此,应通过实验选择适当的铸造圆角。
(2)浇注系统 浇冒口的设置可能造成铸件收缩时的热阻碍和机械阻碍。铸件在靠近内浇道的部位,凝固的较晚、冷却较慢。因此,铸件在此薄弱的部位容易引起热裂纹。如果将内浇道分散,使金属液从几处进入型腔,就能分散热应力,减少铸件收缩时的热阻碍和机械阻碍,防止或减少热裂纹的产生。
为了使熔模铸件顺序凝固,以利于补缩,而把内浇道设置在铸件厚大处。这使铸件上的热量分布极不均匀,产生较大的温度梯度,铸件收缩很不一致,易造成热裂纹。这就需要改变内浇道的位置,使铸件由顺序凝固变为同时凝固。铸件各处的温度均匀,冷凝较一致,可以减少或防止了铸件形成热裂纹。这样做可能减少了热裂纹,却可能使铸件产生缩孔和缩松。
(3)浇注工艺 浇注温度和浇注速度对铸件产生热裂纹的影响比较复杂。一般来说,对于薄壁件宜采用较高的浇注温度和较快的浇注速度。这可以使铸件温度很快趋向均匀,防止局部过热,同时可以使铸件冷凝较慢,减少铸件的收缩应力,从而减少或防止热裂纹的产生。对于厚壁件宜采用较低的浇注温度和较慢的浇注速度。如果厚壁件也采用高的浇注温度和快的浇注速度,则金属液的收缩大、晶粒粗化,易使铸件产生热裂纹;严重时将使铸件同时形成热裂纹和缩孔(如果两个缺陷出现在同一个部位,即为缩裂)。
(4)型壳的退让性 铸件在冷凝过程中收缩受到型壳的阻碍时产生了收缩应力,收缩应力的大小直接影响到铸件是否产生热裂纹。因此,提高型壳的退让性非常重要。型壳的退让性好,则铸件收缩时的阻力小,形成热裂纹的可能性小。
有的企业在型壳第三层以上的各层中加入适量的木屑等或在型壳高温强度(以浇注时不跑火为限)的情况下,减少型壳的层数,提高型壳退让性,减少热裂纹。
这里需要特别指出的是,产生热裂纹不仅与型壳退让性的大小有关,重要的是与其退让性产生的时刻有关。例如:目前国内的熔模铸造多采用石英砂(粉)做为耐火材料,在自然界中出现的石英大多是低温型的,且主要是以β-石英存在。用石英制成的型壳,在加热至573℃时由β-石英转变为α-石英。这时随着多晶转化体积骤然膨胀,线膨胀值达1.4%,对型壳的热稳定性影响大。至于573℃以上的多晶转化,由于进行得很缓慢,需要较长的时问,程度也较轻微,故对型壳的热稳定性影响不大。要使石英型壳具有较好的退让性,就 使型壳在浇注时的温度高于573℃;反之,金属液注入型腔使型壳温度上升,体积急剧膨胀,铸件冷凝收缩时,产生很大的应力,易形成热裂纹。